Oberflächenenergien von Kunststoffen - typische Werte
Als Gradmesser für die Benetzbarkeit (beim Lackieren oder Kleben) von Kunststoffen wird die Oberflächenenergie von Festkörpern herangezogen. Je höher dieser Wert, desto besser ist die Benetzbarkeit.
Diese Aussage ist natürlich auch abhängig von dem Stoff, mit dem benetzt/beschichtet werden soll. Testen kann man diesen Wert mit entsprechenden Oberflächenspannungs-Testtinten oder Stiften

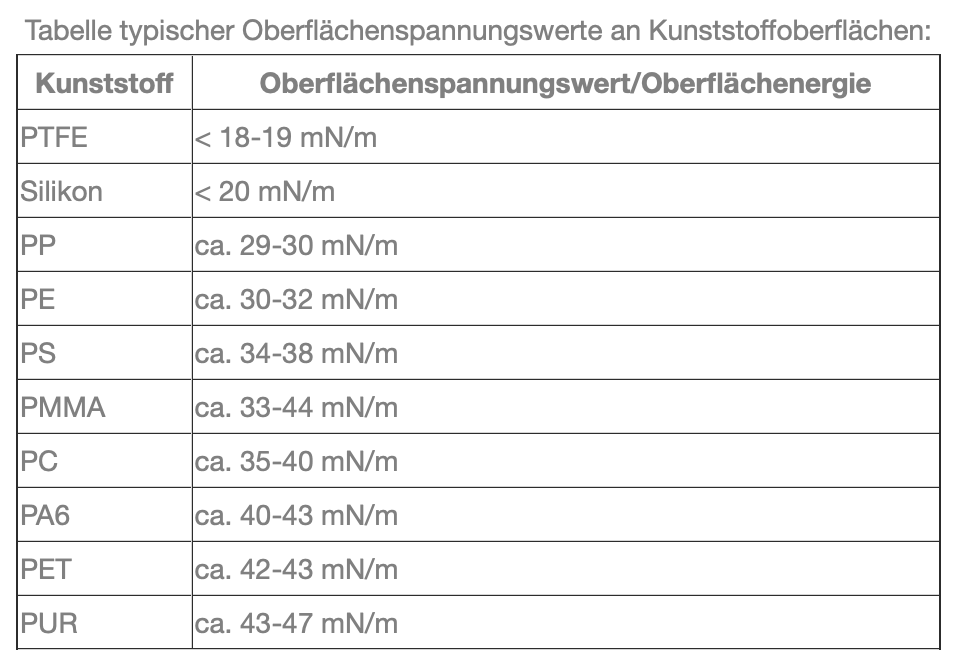
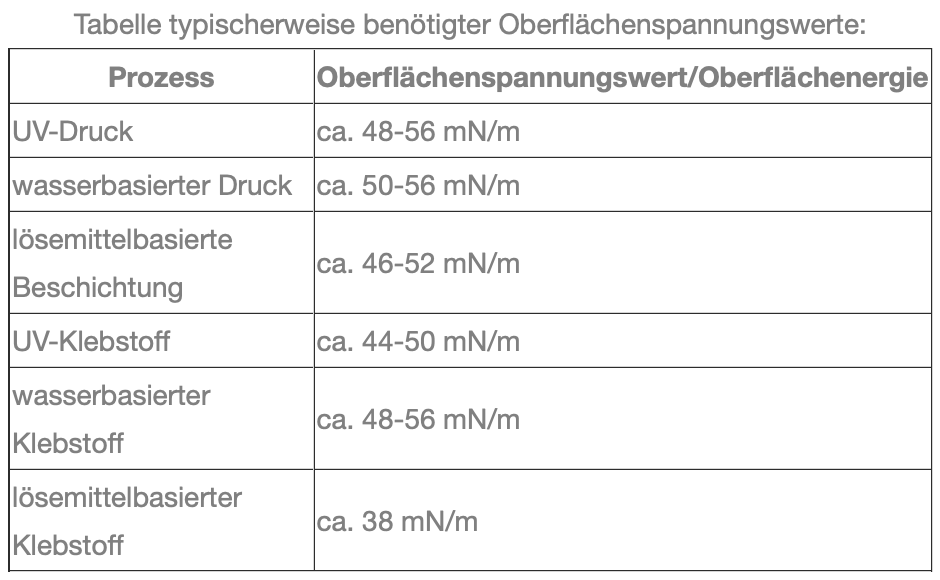
Nachfolgend finden Sie einige typische Oberflächenspannungswerte für verschiedene Kunststoffe und die benötigten Oberflächenspannung für den Weiterverarbeitungsprozess (Bedrucken, Beschichten oder Verkleben). Diese Werte beziehen sich auf die Oberfläche der Kunststoffe in "Reinform". Additive die an die Oberfläche migrieren und dort eine weitere Schicht darstellen verändern die Oberflächenenergie. Dazu gehören zum Beispiel Antistatika, Antiblock oder Gleitmittel. Aber auch Fingerabdrücke und Entformungshilfe können die Benetzung stören und sich auf die Oberflächenenergie auswirken.
Sollten Ihre ermittelten Werte von den oben genannten Oberflächenspannungswerten abweichen, oder eine Beschichtung, Verklebung oder Lackierung Benetzungsstörungen oder Haftungsprobleme aufweisen gibt es einige Abhilfen.
Zu Anfang steht immer die Frage: Besteht die Möglichkeit einer Kontamination der Oberfläche mit einem Fett oder Öl?
Häufig kommt es durch die Verwendung von Formtrennmitteln bzw. Entformungshilfen zu Belägen auf der Kunststoffoberfläche. Diese Beläge liegen dann zwischen Beschichtung und Kunststoff und verhindern so die Benetzung der Kunststoffoberfläche. Ähnliches gilt auch für Fingerabdrücke oder den Silikonöl-Nebel, den der Instandhalter ursprünglich an anderer Stelle aufbringen wollte.
Als nächstes stellt sich die Frage: Sind dem Kunststoff Additive begesetzt die an die Oberfläche migrieren können?
Einige Additive, die Kunststoffen beigemischt werden, sind nur wirksam, wenn Sie an der Oberfläche zu finden sind. Hierzu zählen u.a. Antistatika, Gleitmittel oder Antiblock-Mittel. Diese diffundieren aus dem Kunststoff an die Oberfläche und werden dort wirksam. Auch diese bilden somit eine Schicht, die zwischen der Beschichtung und dem Kunststoff liegt.
Der erste Punkt (Kontamination) lässt sich im Regelfall durch entsprechende Anweisung ausschließen. Beim zweiten Punkt (Additive) wird es spannender, denn häufig sind diese im Prozess notwendig und können nicht umgangen werden. Hier hilft dann nur die Oberflächenvorbehandlung mit Korona-, Plasma- oder Beflammungssystemen.
Weitere Informationen zum Oberflächenspannungstest finden Sie hier: Oberflächenspannungstest
Systeme zur Oberflächenvorbehandlung finden Sie hier: Vorbehandlung (Korona, Plasma, Beflammung)


